Технологические особенности камнелитейных расплавов
Выше отмечалось, что элементы сложного строения твердых силикатов сохраняются в расплавах. В связи с этим в интервале температур заливки литейных форм (1300-1350 °С) камнелитейные расплавы обладают высокой вязкостью (2 * 10 Па*с), что в сотни раз превышает вязкость воды или жидких металлов. С понижением температуры вязкость расплава растет, особенно в интервале его затвердевания. Жидкие силикаты текут медленно, преимущественно в ламинарном режиме, что создаёт определенные технологические затрудения. Поэтому заполнение литейных форм простой конфигурации (плиты, трубы, блоки) осуществляется обычно наливом расплава через открытую верхнюю поверхность. Для сложных отливок приходится конструировать специальные литниковые системы, через которые расплав попадает во внутреннюю полость, где и затвердевает отливка.
Плотность жидких камнелитейных расплавов лежит в пределах 2,65 - 2,90 г/см3. Закристаллизовавшийся материал при комнатной температуре имеет плотность 2,9 - 3,0 г/см3, т.е. залитый в форму силикатный расплав претерпевает процесс усадки, уменьшения объёма. При этом различают три этапа объёмной усадки: в жидком состоянии, при затвердевании и в твердом состоянии. Усадка в жидком состоянии в зависимости от температуры заливки расплава меняется в пределах 2 - 3,5 %. В процессе кристаллизации материала его объем уменьшается на 7-12 %» При этом усадка частично проявляется в виде уменьшения габаритных размеров изделия, а другая её часть расходуется на образование усадочных раковин (пустот, сосредоточивающихся преимущественно внутри изделия). Усадку в твердом состоянии обычно рассматривают как уменьшение линейных размеров отливки при охлаждении её от температуры затвердевания (950-1050 °С) до комнатной температуры. Линейная усадка каменных отливок составляет около 10, что необходимо учитывать, при проектировании и изготовлении литейных моделей и форм.
В процессе плавки в печах камнелитейные расплавы растворяют (поглощают) различные газы. Их источниками служат переплавляемая шихта, атмосфера печей, реакции взаимодействия с футеровкой плавильной ванны. При затвердевании расплава в литейной форме (которая тоже может насыщать расплав газами), газы выделяются в виде CO, СО, НО и др., образуя в отливках газовые раковины и газовую пористость. Для борьбы с газовыми дефектами используют специальные технологические мероприятия, в частности, гомогенизацию расплава в печи, установление необходимой газопроницаемости форм и др.
Сложное строение камнелитейных расплавов обусловливает их специфическую особенность при затвердевании и отличает от металлов. Расплавленные металлы являются простыми по строению ионизированными жидкостями, которые кристаллизуются при небольших переохлаждениях (доли градусов Цельсия) ниже равновесной температуры затвердевания. Для получения металлов в аморфном состоянии нужна очень высокая скорость охлаждения. В отличие от этого построение кристаллической решетки в пироксеновых силикатных расплавах требует перемещения и переориентации крупных анионных группировок, подвижность которых падает с уменьшением температуры расплава очень быстро* При большой скорости охлаждения жидкие силикаты, особенно имеющие повышенное содержание (50-55 %) вообще не кристаллизуется, а отвердевают в виде стекла, являющегося, по сути дела, переохлажденной жидкостью. Указанное хорошо заметно при заливке каменных расплавов в металлические формы (кокили).
Остеклованные камнелитые изделия не обладают требуемыми эксплуатационными свойствами. Остекловываться может весь объем отливки (при холодной металлической Форме), либо ее тонкая часть (углы, ребра и т.д.).
Существует несколько путей увеличения кристаллизационной способности силикатных расплавов. Уменьшение содержания SiO% устраняющее необходимость формирования двухмерного или трехмерного сетчатого каркаса при построении кристаллической решетки, облегчает процесс кристаллизации. Однако снижение содержания S уменьшает кислото-стойкость и износостойкость изделий, в связи с чем количество SlO, должно обеспечиваться в определенных технологических пределах. Кристаллизующийся в форме расплав, для обеспечения подвижности его частиц на определенное время, стараются поддерживать при высокой температуре. Это достигается подогревом литейных металлических (и даже ’’земляных") форм перед заливкой (до 200-450 °С), а также помещением залитых форм в специальные кристаллизационные печи, рабочее пространство которых имеет температуру 700+900 °С. Заполнение крупногабаритных форм, например, опалубок труб, в которые за короткое время выливается от 1,0 до 2,0 тонн расплава, осуществляется в специальных термостатических камерах. При этом охлаждение (отжиг) происходит очень медленно (до 2-х суток) вместе с камерой, а кристаллизация обеспечивается большим объемом залитого расплава. В этих условиях термостат обеспечивает необходимую скорость кристаллизации и отжига.
При изготовлении каменных отливок различают два вида кристаллизации, Кристаллизация "сверху" связана с выпадением твердой фазы непосредственно из вязко-жидкого расплава. Кристаллизация "снизу" осуществляется в остеклованном материале. Во многих случаях в каменных отливках реализуется одновременно оба типа формирования твердой фазы: массивные части и центральные зоны стенок кристаллизуются "сверху", а тонкие частицы и поверхностные слои - "снизу".
В результате в изделиях формируется неоднородная структура: сравнительно крупнокристаллическая при затвердевании жидкого расплава и мелкодисперсная при кристаллизации стекла. Существуют на этом принципе разновидности стеклокристаллических материалов (например, ситаллы), которые получают из расплава вначале в специально остеклованном виде, а затем кристаллизуют за счет термической обработки.
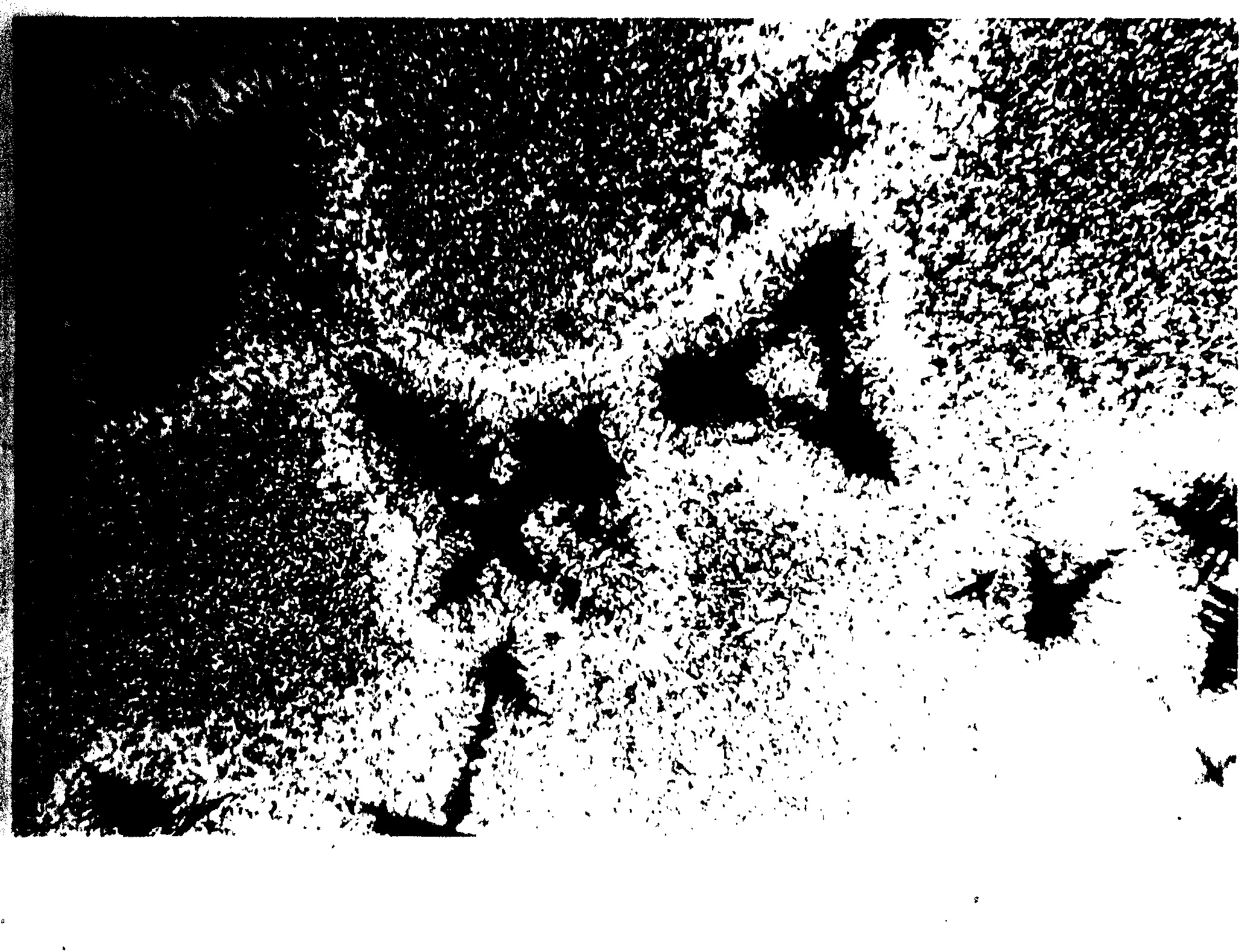
Технологические особенности формирования каменных отливок с пироксеновой структурой обычно таковы, что для достижения их полной закристаллизованности в состав шихт добавляют модификаторы, точнее материалы, служащие инициаторами кристаллизации. Механизм их действия различен. Например, введение флюорита (CaF) ведёт к появлению в расплаве одновалентных ионов F и вызывает частичный обрыв пироксеновых цепочек, что снижает вязкость силиката, облегчая кристаллизацию. Очень распространенным модификатором является измельченный хромит железа Ре0.С?203 (обогащённая хромовая руда). Тугоплавкие частицы хромита либо не полностью растворяются в расплаве при плавке шихты, либо в качестве первых кристаллов твердой фазы выступают в роли центров кристаллизации. Около этих частиц начинается рост кристаллов основной пироксеновой фазы.
Стеклокристаллический силикатный материал обладает низкой по сравнению с металлами теплопроводностью и малой пластичностью. Это, как сказано выше, также обусловливает ряд технологических особенностей производства каменных отливок. При охлаждении затвердевших отливок вследствие низкой теплопроводности в объеме отливки возникают большие градиенты температур. Из-за малой пластичности, даже при высоких температурах, камнелитой материал при 600-650 °С и ниже может рассматриваться как упругое тело. В связи с этим перепады температур по объему отливки приводят к формированию больших температурных напряжений, часто вызывающих растрескивание изделий.
Для устранения этих пороков каменные отливки после их кристаллизации медленно охлаждают (вместе с формой или извлеченными из формы) до температур 20 * 60 °С. Этот процесс в камнелитейном производстве совершенно необходим и требует дополнительного специального оборудования. Охлаждение ведется в специальных туннельных печах со скоростью 40 - 250 °С/ч в зависимости от конструкции, величины и толщины стенок отливок.
Рис.З Кристаллизация пироксена на включениях хромита.
Стандартных печей для этого нет и каждое камнелитейное предприятие проектирует и изготовляет их в зависимости от своей номенклатуры. Это, в свою очередь, является сдерживающий! фактором в освоении выпуска Новы-: изделий. С этой точки зрения литье в "оболочковые" формы дает преимущество в использовании существующих конструкций печей, т.к. скорость охлаждения может регулироваться скоростью подачи поддонов с залитыми формами в туннель печи.
В связи с необходимостью постоянного контроля физических, химических и других эксплуатационных свойств камнелитых изделий возникла необходимость разработки технологии изготовления стандартных образцов, о чем речь пойдет в следующем разделе.