Камнелитейными предприятия страны производится весьма ограниченная номенклатура фасонных отливок; в основной, это - трубы и патрубки, конусы, гидроциклонн, желоба, метало-каменные секции труб Вентури.
Особый практический интерес представляют трубы, производстве которых освоено всеми камнелитейными предприятиями. Существует два способа производства камнелитых труб; статический и центробежный. При статическом способе силикатный расплав заливают в массивную металлическую форму (кокиль) и затем извлекают затвердевшую отливку» При центробежном способе заливку и формирование трубы выполняют во вращающейся изложнице.
Наибольшее применение получили конструкции центробежных машин с установкой изложницы в горизонтальном положении на опорные приводные ролики, либо с фиксацией изложницы торцовыми планшайбами с приводом на одну из них. Номенклатура выпускаема труб достаточно полно отражена в ГОСТ 22620-83 "Трубы камнедитые. Технические условия". Некоторые предприятия производят камнелитые трубы в соответствии с отраслевыми ТУ.
Большинство предприятий изготовляют трубы длиной I м. Такими патрубками можно футеровать как внутренние поверхности стальных трубопроводов, так ж наружные участки. Установкой в изложницу парад заливкой продольных поперечных да ре городок можно получать отдельные фасонные элементы, удобные для футеровке цилиндрических поверхностей, доступ к которым затруднён. Таким образом были изготовлены адаманта футеровки горелочных устройств котлов ПК-39 и Д-57 ГРЭС.
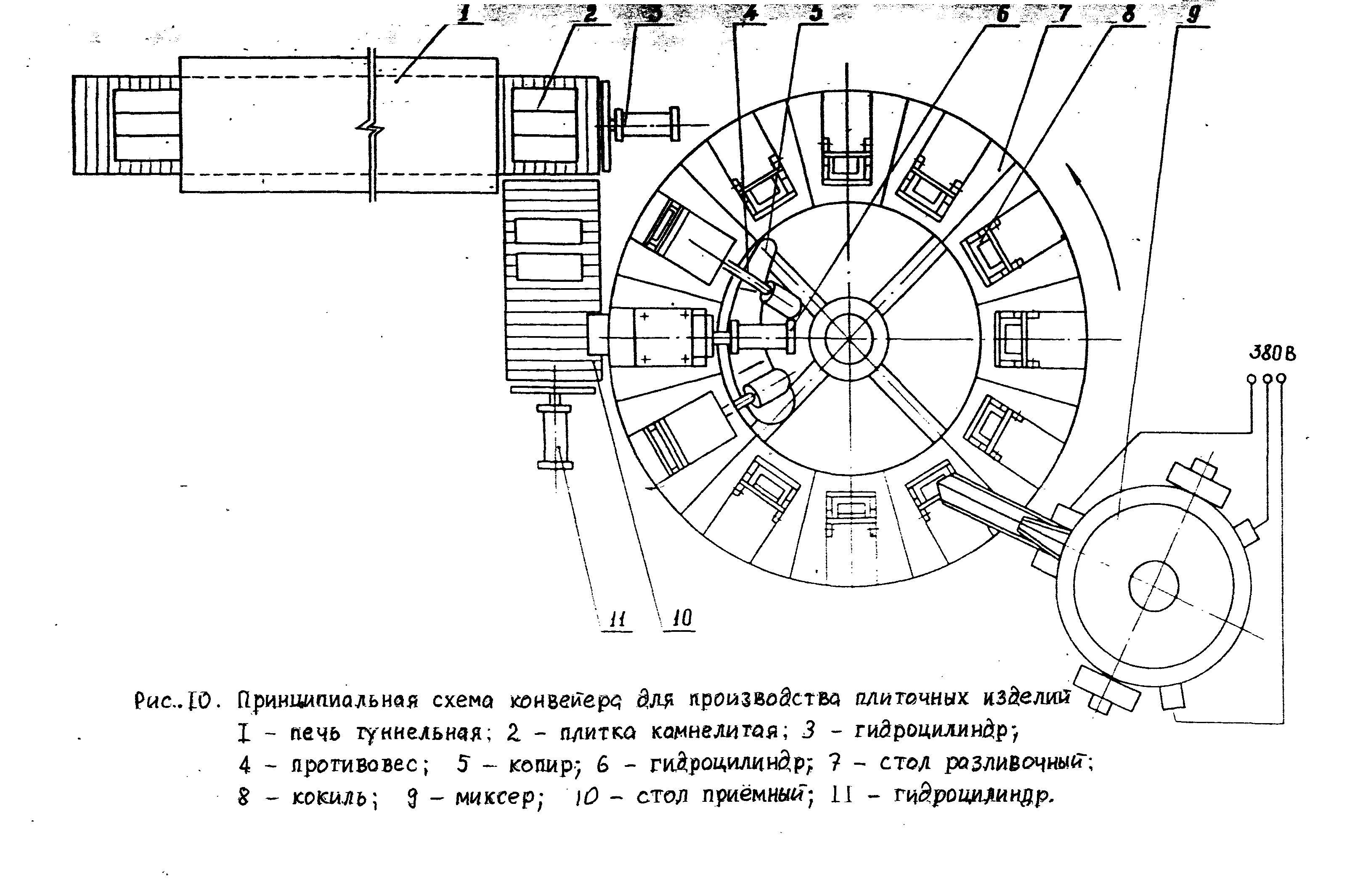
Рис. 10. Принципиальная схема конвейера для производства плиточных изделий
На позиции 1 модельная плита, нагретая до 250 - 280 °с, опрокидывается моделями вниз на бункер со смесью. Затем бункер вместе с закрепленной плитой поворачивается вокруг горизонтальной оси. Песчано-смоляная смесь, падая под собственным весом на модельную плиту, контуры рабочее полости оболочки. Выдержка в течение 30-40 с приводит к образованию на модельной уплотненного слоя смеси толщиной 8-10 мм. При обратном повороте бункера непрогретая смесь осыпается, а модельная плита с ещё мягкой оболочкой поступает на позиции 2 и 3, где происходит твердение оболочки в электрическом печи при температура 300-320 °С в течение 2,5-3 шт. На позиции 4 готовая ободочка с помощью системы толкателей снимается с модельной плиты. На этой позиции плита подготавливается к следующему циклу.
Используемая установка позволяет получать 5-6 полу-форм в час с максимальными габаритами 400 х 450 х 150 ш.
Посла непродолжительной (в зависимости от габаритов отливки) выдержки на воздухе залитую- расплавом оболочку помещают в туннельную печь с температурой по зонам от 900 °С до 50 °С на выходе. За счёт выгорания из смеси связующего материала рассыпается и не препятствует усадке отливок. Средняя скорость охлаждения отливок в печи - 40 °С0ч.
Подученные в оболочковых формах каменные отливки значительно меньше подвержены растрескиванию по сравнению с аналогичными изделиями, изготовляемыми другими способами. Они имеют размеры повышенной точности, четкий рельефный отпечаток формы, однородную мелкокристаллическую структуру. В оболочковых формах можно подучать отливки различной конфигурации (сопла, кольца, насадки, тигли, фасонные Футеровки), в том числе и со сложными внутренне-ми полостями, с толщиной стенок.6-8 ж и более.