Годовая программа выпуска изделий и расчет численности рабочих
Установке численности персонала, необходимого для выполнения заданной годовой программы, представляет собой одну из основных работ при составлении технико-экономического и оперативно-производственного плана предприятия.
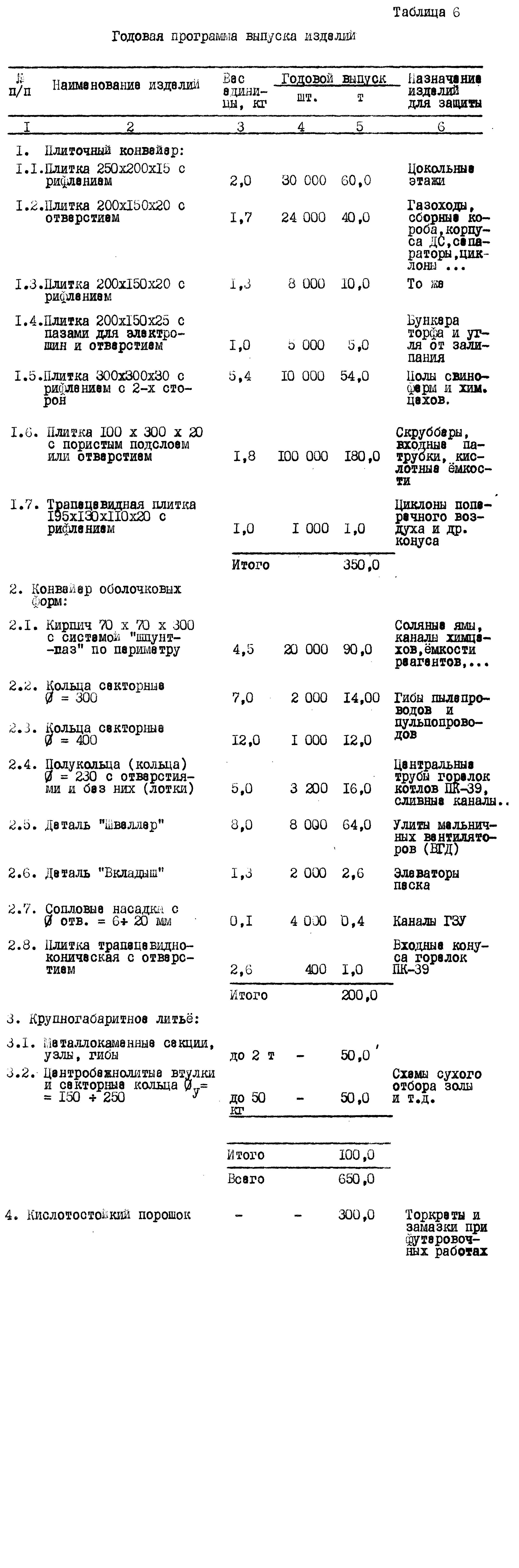
Б таблица 6 представлена годовая программа выпуск камне -литых изделий предприятия ’’Силикат". Во-первых, объем и номенклатура камнелитых изделий соответствует спросу (изучался рынок сбыта) и производительности основного технологического оборудования (плавильных печем, формовочных машин). Во-вторых, она составлена из практически освоенных изделий» хотя предприятие гарантирует изготовление любого изделия из литого камня, как и увеличение производства.
Таблица 6
Годовая программа выпуска изделий
То есть используется принцип максимального использования оборудования при минимальном количестве персонала, что не маловажно для предприятия, находящегося на полном самофинансировании. То есть мы отступаем от классической методики расчёта численности рабочих по известным нормо-часам на каждое изделие 14, тем более, что они, в конечном счете, определяются производственной мощностью используемого оборудования.
Для работы плиточного конвейера, согласно годовой программе, с учётом брака по заливка, термообработке и обрубке изделий требуется заливка 200 ООО сюры в год. При пятидневной рабочей неделе принимаем количество рабочих дней в году - 250. Отсюда, заливать требуется в день 800 форм (изделий, т.а. при 2-х сменном работе по 400 форм в смену, при среднем весе плиточных изделий 2,0 кг требуется разливать в смену не менее 1 т расплава.
Для работа конвейера фасонного литья ( оболочковые формы) с учетом брака по формовке, заливке, термообработке и обрубке, требуется заливка 50 ООО изделий в год, т.з. 200 изделий в рабочий день - это, в среднем, 60 форм. При средней массе изделий в одной форме - 15 кг требуется разливать в день не менее I т расплава. Исходя из мощностей оборудования, заливка осуществляется в одну смену, формовка в две смены.
Поскольку печь выключать нельзя круглые сутки, а освободить её от фасонного литья необходимо, в смену с 16 до 00 часов производится заливка втулок и колец на центробежном машине.термообработка которых производится на этом конвейера. Для этого требуется рабочих: заливщики - 2 чел.
Из-за того, что заливки можно из термостата только через 48-54 часа, что для удовлетворения производственной программа потребуется 150-170 смен. Резерв - I заливщик. Таким образом, число всех технологических рабочих - 29 чел.
Вспомогательные рабочие: слесари-сварщики - 2 чел.,
плотник - 1 чел.
Работу дачника (огнеупорщика) выполняют кашевара за соответствующую надбавку к окладу. Аналогично с выполнением работы уборщицы (туннельщиками). мелкий ремонт с использованием станочного оборудования осуществляют еле сари-сварщики, а также электрики, которых для дежурства по сменам требуется не менее двух человек. Резерв - I чел. (электрик). Всего вспомогательных рабочих - 6 человек.
Штат инженерно-технических работников 5 чел., в том числе:
директор предприятия – 1 чел.
начальник производства - 1 чел.
экономнот-плановик - 1 чел.
бухгалтер-экономист - 1 чел.
инженер по снабжению - 1 чел.
Итак, весь штат малого предприятия - 40 человек.