Решение задач по дальнейшему улучшению использования основных фондов (здесь и далее оборотные средства не учитываются, т.к. они для малых предприятий налогом не облагаются, да и экономически нецелесообразно иметь их в большом объёме) тесно связано с оптимизацией производственных мощностей (ГШ).
Производственная мощность - это максимальная способность предприятия выпускать продукцию определенной номенклатуры и ассортимента в плановый период с использованием прогрессивных форм организации труда.
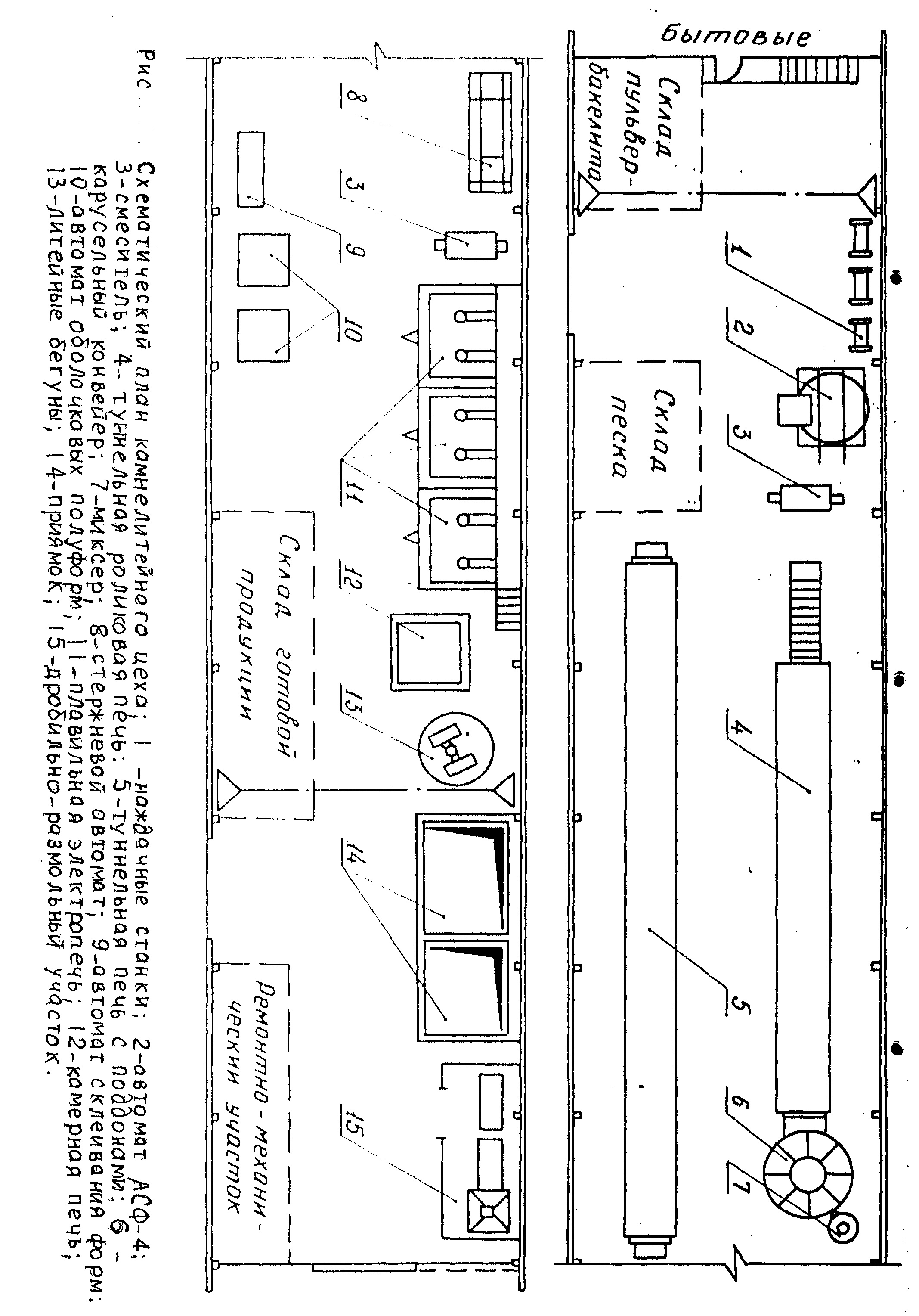
При определении производственной мощности предлагается метод укрупненного расчёта 14 , который целесообразнее применять в условиях мелкосерийного и вторичного производства. В этом случав мощность литейного цеха определяется съёмом годных отливок с единицы производственной площади, занятой оборудованием плавильного, заливочного, формовочного и обрубного участков. На рис. 33 представлен схематичный план цеха каменного литья, а в таблице 4 перечень основного технологического оборудования ш его краткой характеристикой.
Рис.33. Схематический план камнелитейного цеха
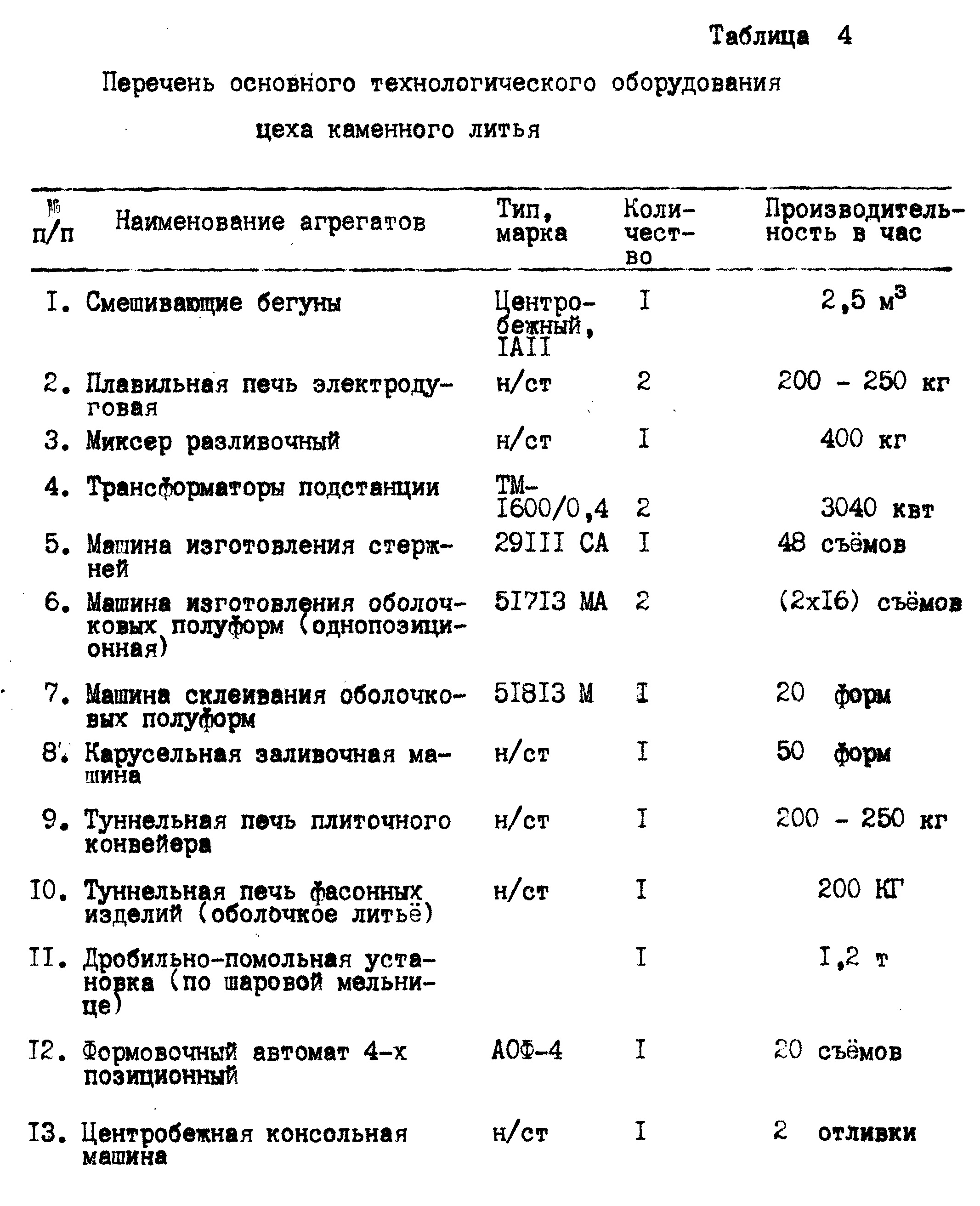
Таблица 4
Перечень основного технологического оборудования цеха каменного литья
Укреплённый метод расчета ПМ даёт возможность рассчитать максимально возможную программу выпуска изделий в штуках. Пропускная способность площади участков в квадратных метрах-часах определяется по формуле.
Количество квадратных метров-часов (Р ) для выполнения установленного производственного задания (программы) определяют на основе среднего значения длительности технологического цикла изготовления отливки, производственной программы и необходимой площади для выполнения технологических операций по формуле.
Сопоставление пропускной способности участков позволяет определить коэффициент использования производственной площади (К^) по Формуле.
Величина коэффициента должна быть близка к 1.
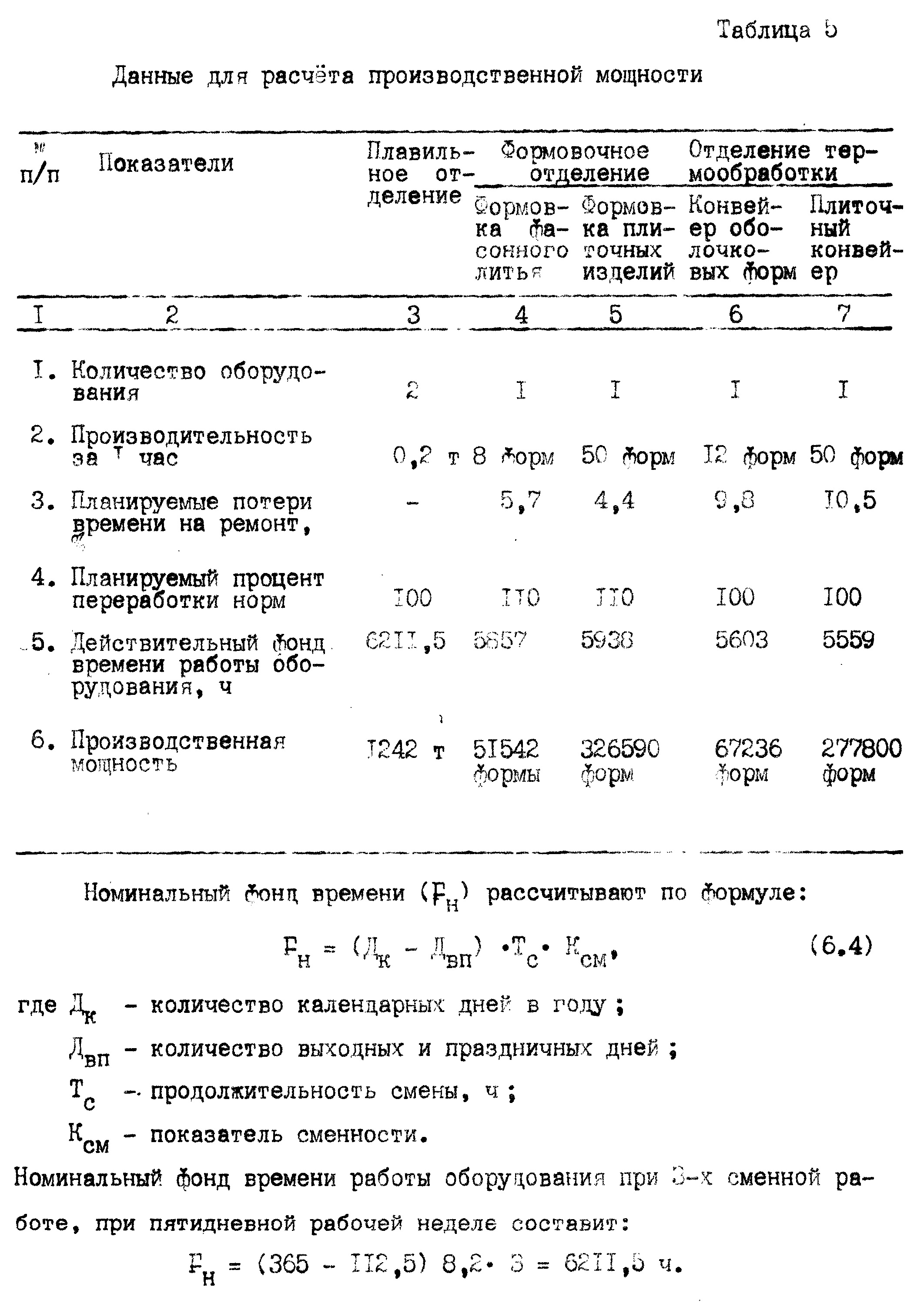
Для расчёта производственной мощности основных технологических участков и всего цеха используют данные, представленные в таблице 5.
Таблица 5
Данные для расчёта производственной мощности
Действительный фонд времени работы оборудования определяют по Формуле.
Фонд времени плавильного агрегата устанавливаете- с учётом ТОО резерва на ежедневный ремонт Футеровки, поэтому устанавливают, как правило, 2 агрегата, один из которых; непрерывно работает, другой в это время на ремонте. Рассчитанные по Формуле (6.5) значении Фонда времени работы других агрегатов занесены в таблицу 5.
Планируемый процент1 переработки норм времени ^Кн) устанавливается в тех. пром. Фин. плане цеха в зависимости от обеспеченности рабочей силой, оборудованием и особенностей работы на каждом участке.
Рассчитанные по Формуле (6.б) значения производственных мощностей различных участков цеха занесены в таблицу 0.
Производственная мощность участков подлежит пересчету в тонны годных отливок, для чего принимают следующие условии 14: выход годных отливок по цеху составляет 63 % (литники, скрап, угар) ; средняя масса отливок в одной Форме для плиточного конвейера - 2 кг, для конвейера оболочковых: Форм - 15 кг ; потери по браку Форм - 5 t потери по браку -заливки - Z. у:; потери по браку от растрескивание отливок (термообработки) - 8 с.
Производственная мощность ведущих отделений за год в тоннах годных отливок 1уцет:
а) плавильного отделение:
Т24Г • 0,03 = 793 т
б) Формовка конвейера оболочковых форм
0,0Т5 (98-0,95*0,92 = 552 т
в) Формовка плиточного конвейера
ЗР6590 * О э00£ • -Л ,90 • 0,0 5 • С: ,9£ = 560 т.
Производственная мощность цеха устанавливаете г по мощности этих участков (обычно по Формовочным). Из расчетов видно, что при наличии ещё одной плавильной печи (две в работе, одна в ремонте) выпуск камнелитых изделий мог бы составить 1000—I100 т в год.
Исходя из опыта эксплуатации и наличия плавильных агрегатов, принимаем годовую программу выпуска камнелитых изделий в объеме 650 т, т.е. работу персонала в две смены.
Коэффициент использования производственных мощностей для нашего предприятия составляет: то говорит о том, что предприятие располагает значительными резервами, которые могут реализовываться при минимальных капитальных затратах при соответствующем спросе на камнелитую продукцию. Производственная площадь и бытовые помещения позволяют реализовать этот резерв.