Все компоненты шихты взвешивают поочередно на платформенных юсах в следующем порядке: песок, хромовая руда, плавиковый шпат и сода. Материалы засыпают в кюболя, тельфером подаются на весы, а после взвешивания загружают в приемный бункер бегунов C2 II6-M2. Для увлажнения шихты в бегуны подают воду - до 3 % в зависимости от влажности исходных материалов.
После подачи компонентов шихты в приемный бункер бегунов необходимо включить привод смесителя, проверить подачу сжатого воздуха (давление в магистрали должно быть 4-6 атм.) и открыть челюстной затвор приемного бункера. Время смешивания материалов
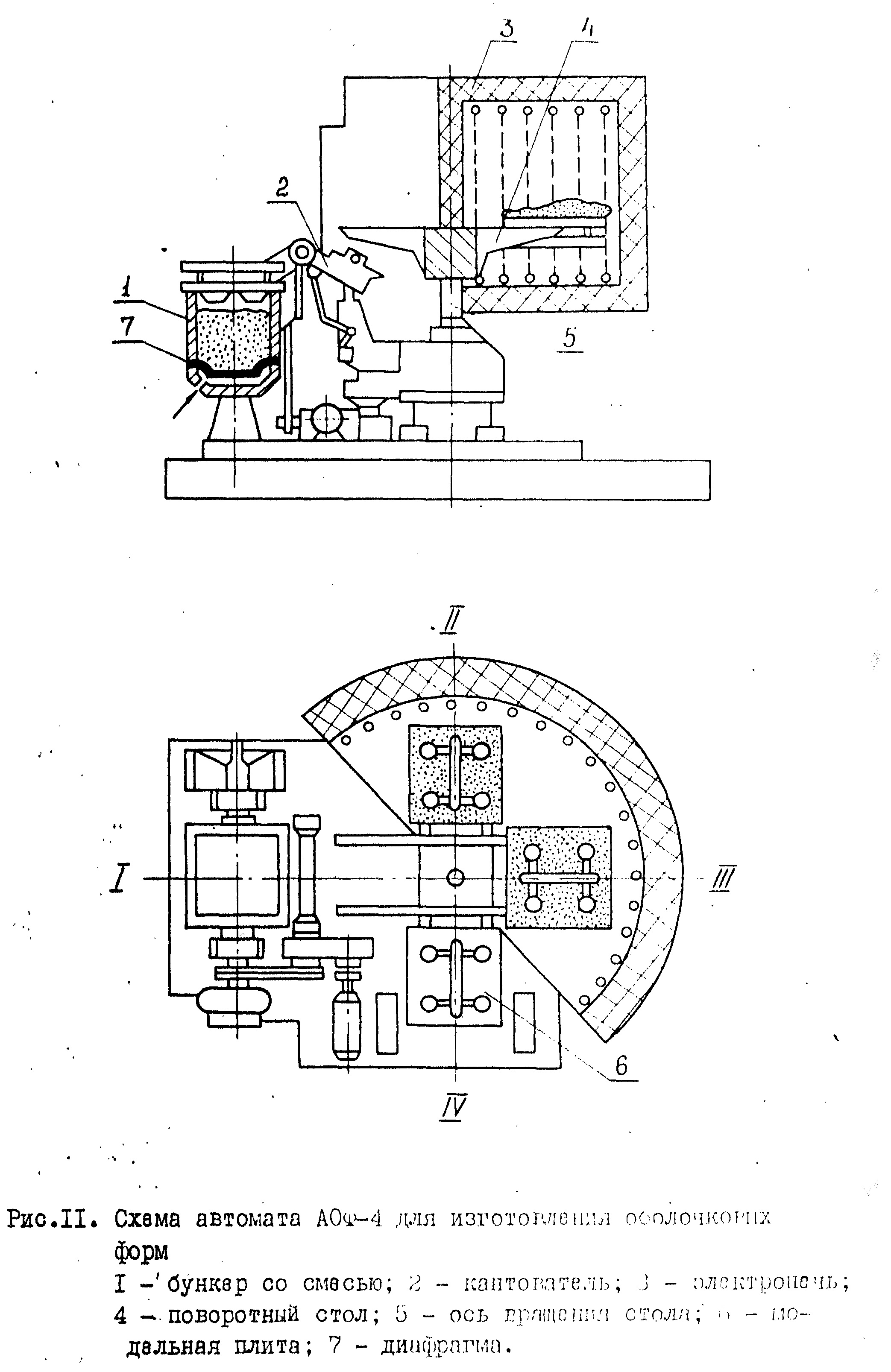
Рис.11. Схема автомата АОФ-4 для изготовления оболочных форм
Соответственно технологии принимаем следующее содержание хромовой руды 2,5%, флюорита (плавикового шпата) 1,5/Ц соды - 5%. Отсюда суммарное содержание остальных комповевтев шихты равно 91%. Обозначим содержание в шихте:
Два определения содержания в шихте горнблендата и кварцевого песка составляет систему уравнений. Первое очевидное уравнение, в качестве второго уравнения используем уравнение материального баланса. В нашем случав расчёт ведём во * Содержание в компонентах шихты равно:
Пламенна шихты в ванне осуществляется за счет тепла, выделяемого в приэлектродной зоне при прохождении тока через расплав (до 80 %)* В районе электродов расплав разогревается до 1600-1700 °С и шихта, загружаемая в э*у зову» интенсивно плавится. Перемешивание ванна печи по химическому составу и температуре происходит с помощи» конвективных потоков, образующихся за счет температурного перепада центральных ж периферийных объемов расплава. Касагоргаежк запрещается перемешивать шихту с расплавом.
Готовность расплаве определяется по следующим признакам:
а) в приэлектродной зоне зеркало расплава.
б) по показанию амперметра на пульте управления печью № должав быть устойчивым, без заметных бросков. Если установить тока 40G-500 А, то под электродами должна гореть дуга.
При нарушении хода плавки возможно вспенивание расплава в печи, В этом случае необходимо:
а) отключить печь на 15-20 мин,
б) определить причину вспенивания
от огарка электрода, от попадания масла и других материалов,
в) включить печь при небольшом заглублении электродов должен быть 400-500 Д.
Одной из важнейших технологических характеристик расплава является его кристаллизационная способность. В производственных условиях она определяется с помощью отбора проб с ковшевых остатков. Пробы в изломе должны иметь плотную кристаллическую структуру без видимых включений и газовых раковин. Если проба полностью остеклованная, то необходимо произвести корректировку шихты и снизить количество окиси кремния, уменьшив добавку кварцевого песка* Отсюда следует, что при заполнении металлических форм (опалубки, кокали) содержание кварцевого песка в шихте надо уменьшать по сравнению с заливкой в оболочковые песчано-смоляные формы. т.е. требуется постоянная корректировка состава шихты. Соответственно требуется систематически выполнять хим. анализы компонентов шихты, да и самого расплава.
Итак, значительное увеличение выпуска фасонных изделий в песчано-смоляных в Свердловэнерго явилось одной из причин изменения технологии на плиточном конвейере, которая позволит пользовать на обоих конвейерах расплав одного химического состава.