Процесс центробежного литья: преимущества и ограничения
Преимущества
Центробежное литье устраняет дефекты средней стенки
Центробежный процесс не полагается на дискретные стояки или точки подачи для обеспечения отсутствия пористости. Вероятнее всего, внутренний диаметр остается полностью жидким во время процесса затвердевания, что приводит к непрерывной подаче металла в области сжимания подачи.
В отличие от обычных гравитационных или статических отливок, которые охлаждают как с внутренней, так и с наружной поверхности и рискуют вызвать усадку средней стенки, центробежные отливки затвердевают с внешней поверхности внутрь. В результате получается деталь, свободная от усадочных полостей, газовых карманов и отверстий.
Центробежное литье контролирует примеси
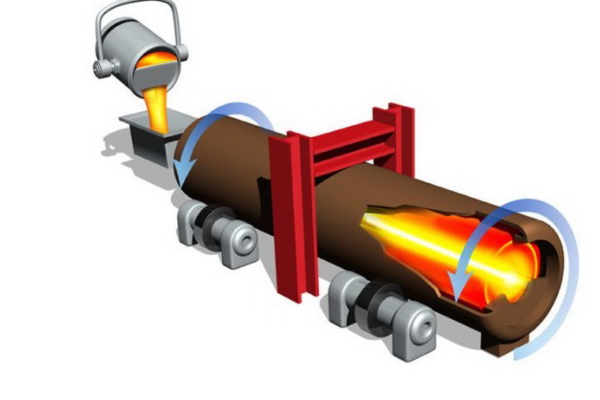
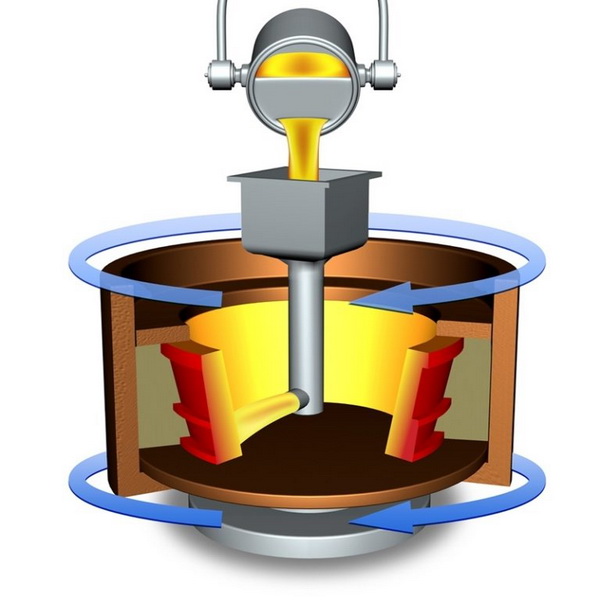
Уникальным для центробежного процесса является высокая сила, которая эффективно изолирует менее плотные вещества в области отверстия отливки. Эти примеси позже удаляются механической обработкой, оставляя деталь без дефектов. Расплавленный металл подается во вращающуюся форму, где к металлу прикладывается центробежная сила до 100 Gs. Центробежная сила имеет решающее значение для этого процесса. Производимые G зависят от оборотов и диаметра матрицы.
Центробежная сила толкает металл высокой плотности к боковине пресс-формы, в то время как компоненты с более низкой плотностью мигрируют или «всплывают». Эти элементы с более низкой плотностью включают оксиды металлов, сульфиды, газ и другие примеси, которые в противном случае были бы включениями в литье. Это явление называется «вторичной переработкой».
Центробежное литье значительно снижает микро-пористость
Сочетание направленного затвердевания, удаление примесей и затвердевания под давлением создает компонент с превосходным распределением дефектов и прочностью по сравнению с такими процессами как литье методом ЛГМ.
Ограничения или вещи, которые следует учитывать
Отношение длины к диаметру и стоимость
Вертикальные центробежные отливки, как правило, ограничены отношением длины (высоты) к диаметру примерно 2:1. Если это соотношение 2:1 превышено, расплавленный металл может не иметь достаточной центробежной силы, чтобы равномерно удерживаться на стенке формы. Даже в лучших условиях при грубом литье создается парабола, где толщина стенки в нижней части отливки больше, чем у верхней. Это влияет на расчет веса литья и стоимости обработки.
Хотя существует практическое ограничение на размер отливки и длины штампа, горизонтальные центробежные отливки не сталкиваются с теми же ограничениями соотношения, что и вертикальные. Во многих случаях более короткие детали отливаются кратными и разрезаются до нужной длины. Это оказалось очень экономичным методом для производства многочисленных круглых деталей из одного литья.
Стоимость формы и штампа
Наружные диаметры неправильной формы могут быть отлиты; однако необходимо учитывать стоимость металлической или графитовой формы, имеющей требуемую формовку. Качество центробежной обработки и экономия средств при постобработке, включая механическую обработку, должны быть сбалансированы со стоимостью оснастки.
Центробежные отливки очень привлекательны в тех случаях, когда важна округляемость готового применения. Детали отливаются круглыми без внутренних напряжений, что будет способствовать потере детали своей округлости.
Малые внутренние диаметры, безопасность и стоимость
Центробежное литье с очень маленькими внутренними диаметрами может быть проблемой. По мере уменьшения размера внутреннего диаметра уменьшается и благотворное влияние центробежного процесса. Например, чтобы отлить внутренний диаметр 2-1/5 см с силой, в 100 раз превышающей силу тяжести, потребуется скорость пресс-формы 1700 об/мин. Например, внутренний диаметр 1" требует скорости пресс-формы 2600 об/мин для получения тех же 100G силы. Хотя эти скорости достижимы, другие факторы, такие как эксплуатационные факторы безопасности, могут ограничивать используемую скорость.
Обычно небольшие внутренние диаметры указывают на небольшие отливки. Центробежные отливки, как правило, обеспечивают большую ценность по мере увеличения диаметров деталей и секций стенок.
Требуемая надлежащая литейная практика
Хотя многие претензии делаются в отношении превосходных свойств, получаемых из центробежных отливок, сам по себе процесс не является гарантией превосходного продукта. В тех случаях, когда оборудование и конструкция позволяют полностью использовать глубокий холод, направленное затвердевание от лицевой стороны формы внутрь и высокое давление подачи, отливки имеют очень высокое качество. Когда эти принципы скомпрометированы, можно ожидать широкого спектра свойств. В результате хорошая литейная практика во всех методах литья металла является существенным фактором в производстве высококачественных отливок.